|
Для достижения по
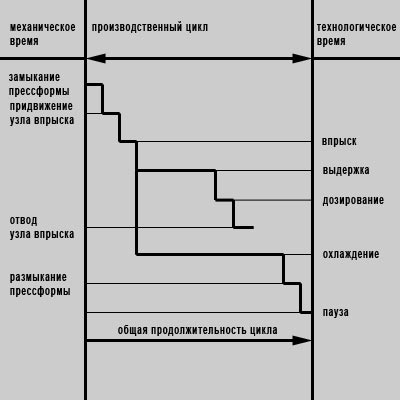
возможности более краткого времени цикла используются наиболее
быстрые движения теплопластоавтомата при раскрытии и смыкании формы,
а также при перемещениях материального цилиндра. Длительность этих
движений и определяется как механическое время. Механическое
время в большей мере зависит от конструкции формы, типа строения
литьевого термопластоавтомата и свойств его привода, а также от его
размеров. В проспектах производителей указано время, так называемого
сухого цикла или время холостого хода. У современных скоростных
термопластавтоматов оно может составлять около 1 сек.
Сокращение
механического времени возможно посредством:
- ограничения пути смыкания и раскрытия до длины, необходимой
для выпадения прессованного изделия;
- ограничения пути перемещений материального цилиндра;
- ускорения движений машины (использование скоростных
литьевых термопластоавтоматов с аккумуляторами масла или с
электрическим приводом узла смыкания и узла впрыска).
При оптимальной
установке движений машины необходимо, чтобы ее работе не мешали
встряски и удары. Следовательно, иногда необходимо замедлять
движения при помощи установки соответствующих программ (как правило
используется программа медленно-быстро-медленно).
 |