|
Литье под давлением применяют преимущественно для изготовления изделий из термопластов.
Осуществляют под давлением 80-140 МПа (800-1400 бар) на литьевых
машинах поршневого или винтового типа, имеющих высокую степень
механизации и автоматизации. Литьевые машины осуществляют
дозирование гранулированного материала, перевод его в вязкотекучее
состояние, впрыск (инжекцию) дозы расплава в литьевую форму,
выдержку в форме под давлением до его затвердевания или отверждения,
размыкание формы и выталкивание готового изделия. При переработке
термопластов литьевую форму термостатируют (температура ее не должна
превышать температуры стеклования или температуру кристаллизации), а
при переработке реактопластов нагревают до температуры отверждения.
Давление литья зависит от вязкости расплава материала, конструкции
литьевой формы, размеров литниковой системы и формуемых изделий.
Литье при сверхвысоких давлениях (до 500 МПа) уменьшает остаточные
напряжения в материале, увеличивает степень ориентации
кристаллизующихся полимеров, что способствует упрочнению материала и
обеспечивает более точное воспроизведение размеров деталей.
Давление в литьевой
форме при заполнении расплавом полимера повышается постепенно (в
конце выдержки под давлением достигает 30-50 % от давления литья) и
распределяется по длине оформляющей полости неравномерно вследствие
высокой вязкости расплава и быстрого ее нарастания при охлаждении
или отверждении.
Литье под давлением
позволяет изготовлять детали массой от долей грамма до нескольких
килограммов. При выборе машины для формования изделия учитывают
объем расплава необходимый для его изготовления, и усилие смыкания,
требующееся для удержания формы в замкнутом состоянии в процессе
заполнения расплавом оформляющей полости.
Для выравнивания
давления и улучшения условий заполнения формы применяют литье под
давлением с предварительным сжатием расплава, инжекционное
прессование, литье под давлением с наложением механических колебаний
и др. методы.
Литье под давлением с предварительным сжатием расплава
осуществляют на литьевой машине, сопловый блок которой снабжен
краном. При закрытом кране производят сжатие расплава полимера в
нагревательном цилиндре машины до давления литья. После открытия
крана расплав под высоким давлением с большой скоростью заполняет
полость литьевой формы и дополнительно нагревается за счет работы
сил трения. Для предотвращения механодеструкции полимерного
материала скорость течения литьевого расплава по литниковым каналам
иногда ограничивают. Предварительное сжатие расплава позволяет в
1,5-2 раза уменьшить время заполнения формы и увеличить путь течения
расплава до момента его застывания, что позволяет отливать
длинномерные тонкостенные детали.
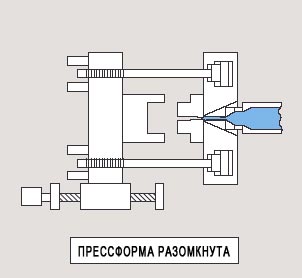
Инжекционное прессование отличается от обычного литья под давлением тем, чтовпрыск
дозы расплавленного полимерного материала производят в неполностью
сомкнутую форму. Уплотнение материала осуществляют при окончательном
смыкании формы (прессование). Метод позволяет получать как очень
тонкостенные, так и толстостенные детали из термо- и реактопластов.
Изделия, изготовленные этим методом, имеют меньшую анизотропию
(зависимость физических свойств вещества от направления)
механических свойств и меньшую усадку.
Литье под давлением с наложением механических колебаний
применяют для изготовления изделий из полимерных материалов,
расплавы которых обладают ярко выраженными свойствами
псевдопластичных жидкостей. Воздействие механических колебаний
вызывает резкое снижение вязкости таких расплавов, в результате чего
уменьшается время заполнения формы и происходит более равномерное
распределение давление по длине оформляющей полости.
Интрузия –
метод формования толстостенных изделий на винтовых литьевых машинах,
объем впрыска которых может быть значительно меньше объема
формуемого изделия. В процессе заполнения формы литьевая машина
работает в режиме экструдера, нагнетая расплав полимера через
широкие литниковые каналы в оформляющую полость при сравнительно
невысоком давлении; после заполнения формы винт (шнек) под действием
гидроцилиндра движется как поршень вперед и подает в форму под более
высоким давлением количество расплава, необходимое для оформления
детали и компенсации усадки материала.
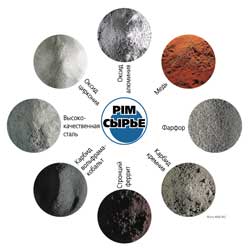
Pim-Технология.
Новый
процесс формирования сложных изделий, изготавливаемых из
керамических или металлических порошковых материалов.
Технология литья под давлением порошковых материалов все чаще
используется при изготовлении сложных деталей промышленного или
бытового назначения. Наряду с другими технологическими процессами
формовки, такими, как прецизионное литье, литье порошковых
материалов широко применяется при осевом или изостатическом
формовании. Детали, изготовленные из керамического или
металлического порошкового материала, находят применение в
автомобилестроении, станкостроении, при производстве магнитов, в
текстильной промышленности, в часовой промышленности, для
производства товаров народного потребления, в прецизионных
механизмах, в медицине, стоматологии и фарфоровой промышленности. В
принципе, все материалы, представленные в форме спекаемого порошка
могут быть смешаны с соответствующим пластикатом и переработаны на
литьевой машине. В качестве наиболее часто встречающихся следует
упомянуть металлические порошки, а также порошковые оксиды, карбиды
и силикаты. Для переработки металлических или керамических
порошковых материалов требуется осуществить перемешивание
порошкового основания и пластиката, обеспечив таким образом
гомогенизацию смеси, после чего (с помощью специального экструдера)
получить гранулированный материал. Этот гранулят, иными словами
сырье, подготовленное для литья под давлением, пластифицируется в
цилиндре пластикации ТПА (термопластавтомата), а затем впрыскивается
в прессформу. Из полученной детали сначала удаляется пластикат -
связующее вещество, после чего полученная заготовка подвергается
термической обработке в специальных печах спекания. Литье
металлических и керамических материалов становится экономически
эффективным, когда сложные детали высокой точности исполнения
требуется производить в больших количествах. Строгая
последовательность литьевого рабочего цикла и стабильность процесса
позволяют производить первичные заготовки из порошковых материалов.
Детали с внутренними резьбами, выемками сложной формы и высоким
качеством поверхности могут производиться быстро и качественно на
термопластавтоматах в ручном или автоматическом режимах.
Мультикомпонентное литье. Задачей мультикомпонентного литья является автоматическое
производство изделий из более чем одного полимерного компонента в
рамках одного рабочего цикла. В данном процессе каждый цвет или
компонент четко разграничен друг от друга; последующий компонент
впрыскивается поверх предыдущего -как это имеет место в случае
изготовления автомобильной оптики или рамочных компонентов с
интегрированными элементами индикации. Мультикомпонентное
(многоцветное) литьё может предусматривать два, три или четыре
компонента. При этом значительно увеличивается сложность конструкции
прессформы. Для сложных конфигураций стыковки компонентов часто
используют прессформы с поворотными модулями.
Индексный
поворотный механизм, необходимый для этих типов задач, может
представлять собой как модуль, интегрированный в прессформу, так и
устройство, смонтированное на самой машине. В зависимости от
конструкции прессформы, можно поворачивать либо целую половину
формы, либо лишь одну внутреннюю плиту формы.
Литье с газом
является самым экономичным методом получения визуально-толстостенных
изделий. При литье крупногабаритных изделий (бамперы, панели
приборов, корпуса телевизоров, мониторов и т.д) литье с газом
позволяет получать качественное изделие, уменьшая требования к
усилию замыкания литьевой машины. При литье с газом применяются
обычные литьевые машины, и это является одной из причин популярности
таких технологий. Одно из преимуществ литья газом - возможность
использования литьевых машин с существенно меньшим усилием
замыкания, что дает большой экономический эффект при литье
крупногабаритных изделий.
При традиционном
литье под давлением уплотнение полимера в формующей полости
происходит за счет давления, создаваемого в гидроцилиндре узла
впрыска литьевой машины (стадия выдержки под давлением). Давление
передается в удаленные области отливки через остывающий полимер, при
этом на утолщениях, напротив ребер или бобышек появляются утяжки.
Неравномерное уплотнение является причиной неравномерности усадочных
процессов, что ведет к короблению, вызывает высокие остаточные
напряжения. При литье с газом уплотнение полимера происходит за
счет давления газа (обычно 50-200 атм), поэтому процесс
уплотнения проходит легче (даже при небольшом давлении газа), чем в
обычном литье под давлением.
В качестве газа применяется азот,
который имеет низкую цену, инертен и доступен. Источником газа
являются баллоны с азотом (при небольших объемах производства) или
специальные генераторы азота. Литье с газом позволяет
получить изделия с хорошим качеством поверхности, без утяжек и
коробления, с минимальным уровнем остаточных напряжений, т.е. с
высокой стабильностью размеров.
Технология литья с
газом позволяет получить ряд преимуществ, таких как:
- Высокое качество
поверхности изделия (отсутствуют утяжки);
- Снижение времени
цикла;
- Возможность
применения ТПА с меньшим усилием смыкания;
- Экономия
материала.
Множество вариантов
технологий литья с газом можно разделить на 2 типа. К первому
типу (рис.4) относятся технологии, в которых газ подается в
расплав полимера, образуя внутренние полости (“gas-assisted
injection
molding" (GAIM
или
GAM)
или "gas
innendruck
technik" (GIT
или
GID)).
В технологии второго типа газ подается в полость формы и
создает внешнее давление на изделие ("external
gas
molding").
Оба типа технологий могут быть реализованы на одном и том же
оборудовании.
Существует
несколько разновидностей технологий с подачей газа в расплав
полимера (первый тип), которые могут быть классифицированы по
особенностям проведения технологического процесса, по месту подачи
газа, по типам получаемых изделий:
1. Литье с неполным
впрыском полимера - см. рис.4 (blow
up
process,
short
shut
process);
2. Литье с полным
впрыском с применением прибыли - 100%-ное заполнение формующей
полости расплавом перед подачей газа (overflow
process/side
cavity
process/spill-over
process а
также
plastic
expulsion
process);
3. Литье с полным
впрыском с вытеснением расплава полимера в материальный цилиндр
литьевой машины (push back process);
4. Литье с
локальной подачей газа в область изделия для устранения утяжек (compensation
process);
5. Литье со
смещением знаков прессформы (core-pull process).
В технологии
литья с внешним давлением газа (второй тип) процесс
проводится как в обычном литье под давлением с той лишь разницей,
что после впрыска полимера в полость формы подается газ. Газ
подается между обратной (нелицевой) стороной изделия и стенкой
формы. Процесс позволяет получить высокое качество лицевой
поверхности изделия, при этом поверхность обратной стороны изделия,
на которую непосредственно действует давление газа, оказывается
неровной. Полость формы в этом процессе должна быть надежно
уплотнена для предотвращения утечек газа. |