|
ПОЛИВИНИЛХЛОРИД
-
PVC
(хосталит, нол, корвик, сольвик, сикрон, джеон, ниппеон,
VINOFLEX,
VESTOLIT,
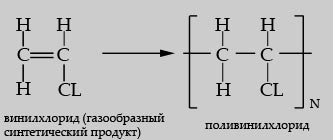
WELVIC) Поливинилхлорид производят суспензионной (до
80% всего ПВХ) и эмульсионной (только для производства пластиката –
мягкого ПВХ) полимеризацией винилхлорида - газообразного
синтетического продукта. Суспензионная полимеризация протекает по
периодической схеме. Винилхлорид, содержащий 0,02-0,05% по массе
инициатора (например, ацилпероксиды, диазосоединения), интенсивно
перемешивают в водной среде, содержащей 0,02-0,05% по массе
защитного коллоида (например, метилгидроксипропилцеллюлоза,
поливиниловый спирт). Смесь нагревают до 45-650С (в
зависимости от требуемой молекулярной массы полимера) и заданную
температуру поддерживают в узких пределах с целью получения
однородного по молекулярной массе поливинилхлорида. Полимеризация
протекает в каплях винилхлорида, в ходе ее происходит некоторая
агрегация частиц; в результате получают пористые гранулы
поливинилхлорида, размером 100-300 мкм. После падения давления в
реакторе (степень превращения винилацетата около 85-90%) удаляют
непрореагировавший мономер, поливинилхлорид отфильтровывают, сушат в
токе горячего воздуха, просеивают через сита и расфасовывают.
Полимеризацию проводят в реакторах большого объема (до 200 м3).
Преимущества метода: широкие возможности модификации свойств
поливинилхлорида, путем введения различных добавок и изменения
параметров режима. Товарный поливинилхлорид выпускают неокрашенным и
нестабилизированным, в виде порошка.
Свойства поливинилхлорида: ММ = (10-150)*103; температура стеклования
(температура размягчения) 75-800С; температура текучести
150-2200 С; при нагревании до 1200С в нем
начинаются процессы деструкции с выделением
HCl; плотность 1,35-1,43 г/см3;
морозостойкость до -100С (у Винилпласта, твердого ПВХ) до
-500С (у Пластиката, мягкого ПВХ); водопоглощение
0,05-0,4% – у ПВХ-твердого, 0,15-0,7% – у ПВХ-мягкого; допустимая
остаточная влажность 0,2-0,2% – у ПВХ-твердого, 0,2-0,2% – у
ПВХ-мягкого; усадка (при изготовлении изделий) ПВХ-твердый 0,5-0,7%,
ПВХ-мягкий 1,0-2,5%.
Химические свойства:
Поливинилхлорид растворим в дихлорэтане, циклогексане, хлор и
нитробензоле, ограниченно в бензоле, ацетоне, не растворим в воде,
спиртах, углеводородах. Стоек в растворах щелочей кислот, солей;
атмосферо- и грибостоек.
Физические свойства: Поливинилхлорид – термопластичный полимер. Аморфный. Трудногорюч (большое
содержание хлора делает ПВХ самозатухающим). При температурах выше
1200С начинается заметное отщепление
HCl, протекающее количественно при 300-3500С.
При более высоких температурах наблюдается разрыв полимерных цепей с
образованием углеводородов. Разложение полимера сопровождается
изменением его цвета от «слоновой кости» до вишнево-коричневого.
Эксплуатационные свойства: 1) ПВХ-твердый: жесткий, твердый, прозрачный до матового,
хорошо соединяется при сварке, некоторые типы физиологически
нейтральны. Размягчается при температуре 65-70°С.
Стойкий к кислотам, щелокам, маслам, жиру, бензину. 2) ПВХ-мягкий:
мягкий и эластичный, зависит от количества пластификатора (до 60%) и
температуры применения, прозрачный до матового, стойкость к
химикатам в зависимости от состава и температуры.
Поливинилхлорид
перерабатывают всеми известными методами переработки пластмасс как в
жесткие (винилпласт, твердый ПВХ), так и в мягкие (пластикат, мягкий
ПВХ) материалы и изделия.
Винилпласт (твердый ПВХ) – продукт переработки поливинилхлорида, содержащего
следующие добавки: 1) главным образом термостабилизаторы – акцепторы
HCl
(соединения
Pb,
Sn,
оксиды и соли щелочно-земельных металлов), а также иногда
эпоксидированные масла, органические фосфиты; антиоксиданты
фенольного типа; светостабилизаторы (производные бензотриазолов,
кумаринов, бензофенонов, салициловой кислоты, сажа,
TiO2);
2) смазки (парафины, воски и др.: вводят для улучшения текучести
расплава); 3) пигменты или красители; 4) минеральные наполнители; 5)
эластомер (например, сополимер акрилонитрил-бутадиен-стирол или
этилен-винилацетат в количестве 10-15% по массе; для повышения
ударной вязкости). Композицию тщательно перемешивают в смесителях и
перерабатывают в экструдерах или на вальцах. Твердый ПВХ (винилпласт)
выпускают в виде листов, плит, труб, прутков, погонажно-профильных
материалов, а также гранул, из которых экструзией или литьем под
давлением формуют различные изделия. Плотность твердого ПВХ:
1,35-1,43 г/см3.
Основные параметры
литья под давлением твердого
PVC:
Температура
переработки:
|
Температура, 0С |
|
Съема
изделия |
 |
Сушки
|
|
TП |
TС |
Т1 |
Т2 |
Т3 |
Т4 |
TЗАГ |
| 70 |
40-60 |
170-220 |
170-220 |
160-200 |
160-180 |
140-160 |
30-50 |
40-70 |
ТП - температура прессформы;
TC -
температура сопла;
T1 - температура первой зоны
обогрева;
T2 -
температура второй зоны обогрева;
T3 -
температура третьей зоны обогрева;
T4 -
температура четвертой зоны обогрева;
TЗАГ -
температура зоны загрузки материала;
Предварительная
сушка необязательна, при неблагоприятном
хранении
длительность сушки составляет 1 час.
Параметры процесса литья:
Давление впрыска: 800-1200 бар
(80-120 бар - на манометре термопластавтомата). С учетом
максимального давления впрыска на термопластавтомате - 1400 бар.
Скорость впрыска:
не применять высокую,
чтобы не повредить материал, наблюдать за состоянием пластмассы.
Давление выдержки (подпрессовки): 30-50% от
давления впрыска (невысокое, но достаточное, чтобы не "отбрасывало"
шнек внутренним довлением материала в прессформе).
Время выдержки (подпрессовки): Небольшое. До
25% от времени охлаждения.
Подушка (остаточная): минимальная,
поддерживать по возможности наименее возможную подушку.
Время охлаждения: должно быть настолько
длительным, чтобы литое изделие остыло до беспроблемного извлечения
из прессформы; определяется толщиной стенок изделия, температурой
стенок прессформы, температурой расплава материала.
Обороты шнека:
как можно более низкие, по
возможности использовать программу «замедленная пластикация».
Противодавление: минимальное -
точно установленное,
учитывая низкую термостойкость материала.
50-200 бар (на манометре термопластавтомата 5-20 бар).
Пластикат (мягкий ПВХ) – продукт переработки поливинилхлорида, содержащего помимо
компонентов, используемых при получении винилпласта, до 50 %
пластификатора (например эфиров фталевой, фосфорной, себациновой и
адипиновой кислот, хлорированных парафинов). Пластификатор
существенно снижает температуру стеклования поливинилхлорида, что
облегчает переработку композиции, снижает хрупкость материала и
повышает его относительное удлинение. Однако одновременно снижаются
прочностные и диэлектрические показатели, химическая стойкость.
Пластикат перерабатывают преимущественно в виде паст и пластизолей
(дисперсии эмульсионного поливинилхлорида в пластификаторе);
выпускают в виде гранул или лент, листов, пленок. Используют его
главным образом для изготовления изоляции и оболочек для
электропроводов и кабелей, для производства шлангов, линолеума и
плиток для полов, материалов для облицовки стен и обивки мебели.
Прозрачные гибкие трубки из пластиката применяют в системах
переливания крови и жизнеобеспечения в медтехнике. Плотность мягкого
ПВХ: 1,10-1,30 г/см3.
Основные параметры
литья под давлением мягкого
PVC:
Температура
переработки:
|
Температура, 0С |
|
Съема
изделия |
|
Сушки
|
|
TП |
TС |
Т1 |
Т2 |
Т3 |
Т4 |
TЗАГ |
| 70 |
40-600 |
160-220 |
160-220 |
160-220 |
160-180 |
140-160 |
40-60 |
40-70 |
ТП - температура прессформы;
TC -
температура сопла;
T1 - температура первой зоны
обогрева;
T2 -
температура второй зоны обогрева;
T3 -
температура третьей зоны обогрева;
T4 -
температура четвертой зоны обогрева;
TЗАГ -
температура зоны загрузки материала;
Предварительная
сушка необязательна, при неблагоприятном
хранении
длительность сушки составляет 1 час.
Параметры процесса литья:
Давление впрыска:
500-950 бар бар
(60-100 бар - на манометре термопластавтомата). С учетом
максимального давления впрыска на термопластавтомате - 1400 бар.
Скорость впрыска:
чтобы получить хорошее
качество поверхности, не рекомендуется применять высокую скорость,
по возможности применять ступенчатую скорость впрыска.
Давление выдержки (подпрессовки): 30-60% от
давления впрыска.
Время выдержки (подпрессовки): Небольшое. До
25% от времени охлаждения.
Подушка (остаточная): минимальная,
поддерживать по возможности наименее возможную подушку.
Время охлаждения: должно быть настолько
длительным, чтобы литое изделие остыло до беспроблемного извлечения
из прессформы; определяется толщиной стенок изделия, температурой
стенок прессформы, температурой расплава материала.
Обороты шнека:
как можно более низкие, по
возможности использовать программу «замедленная пластикация».
Противодавление: минимальное -
точно установленное,
учитывая низкую термостойкость материала.
50-100 бар (на манометре термопластавтомата 5-10 бар).
Обратить внимание на трудности, связанные с
извлечением прессованных изделий ( воздействие адгезии). |